


當(dāng)應(yīng)用程序需要精確控制位置、速度或扭矩(或三者的組合)時(shí),使用伺服系統(tǒng)。根據(jù)被控制的參數(shù),伺服系統(tǒng)可以在扭矩模式、速度模式或位置模式下運(yùn)行。每種模式都需要控制回路,使伺服驅(qū)動(dòng)器和控制器能夠監(jiān)控影響參數(shù)并向電機(jī)提供正確的命令以實(shí)現(xiàn)所需的性能。
一、伺服控制扭矩模式
在轉(zhuǎn)矩模式(也稱為電流模式)下,電流回路控制電機(jī)的行為。由于轉(zhuǎn)矩與電流成正比,伺服控制器從伺服驅(qū)動(dòng)器獲得實(shí)際的電機(jī)電流,并以此來確定實(shí)際的電機(jī)轉(zhuǎn)矩。然后,它將實(shí)際扭矩值與所需扭矩進(jìn)行比較,并調(diào)整輸送到電機(jī)的電流以達(dá)到所需扭矩。電流控制回路通常使用PI(比例積分)控制器進(jìn)行調(diào)整,并且電流回路參數(shù)通常由制造商設(shè)置。
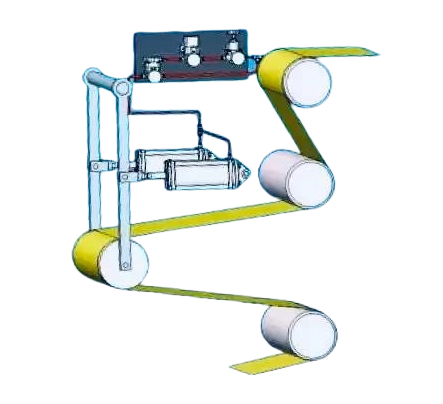
需要扭矩模式控制的應(yīng)用范圍從卷繞(在卷繞時(shí)必須在材料卷材上保持恒定張力)到注塑成型(必須對(duì)模具施加恒定鎖模力)。電機(jī)產(chǎn)生的扭矩量取決于它接收的電流量。扭矩決定了電機(jī)的加速度,從而影響速度和位置。因此,伺服系統(tǒng)總是包括一個(gè)電流控制回路。
二、伺服控制-速度模式
當(dāng)應(yīng)用要求電機(jī)保持設(shè)定速度時(shí),即使在負(fù)載變化的情況下,也可以使用速度模式。在速度模式下,電機(jī)速度由發(fā)送到電機(jī)的電壓量控制。但是要改變電機(jī)的速度(加速或減速)需要增加或減少電機(jī)扭矩,因此速度模式下也需要電流控制回路。當(dāng)使用多個(gè)控制回路時(shí),這些回路是級(jí)聯(lián)的,電流控制是最內(nèi)層的回路,速度控制回路圍繞電流回路添加。當(dāng)使用位置控制環(huán)時(shí),它被添加到速度環(huán)周圍,形成最外層環(huán)。調(diào)諧是從內(nèi)環(huán)到外環(huán)進(jìn)行的,因此首先調(diào)諧電流環(huán),然后是速度控制環(huán),然后是位置控制環(huán)。
許多先進(jìn)的伺服控制器可以即時(shí)在控制模式之間切換例如,在系統(tǒng)運(yùn)行時(shí)從速度模式轉(zhuǎn)換到扭矩模式,而不會(huì)造成不穩(wěn)定或中斷。速度控制回路從編碼器或旋轉(zhuǎn)變壓器獲得速度信息,以確定實(shí)際速度和指令速度之間的誤差,并使用該誤差來確定電機(jī)需要什么電流(扭矩)來糾正速度誤差。速度控制回路通常是一個(gè)PI控制器,在速度模式下運(yùn)行的伺服系統(tǒng)有時(shí)包括平滑加速和減速的參數(shù),以最大限度地減少加加速度的影響。
使用速度模式的應(yīng)用示例包括傳送帶跟蹤、分配和加工過程(例如研磨或拋光),其中電機(jī)負(fù)載會(huì)發(fā)生變化,但需要在整個(gè)過程中保持速度。
三、當(dāng)應(yīng)用程序調(diào)用所有三個(gè)控制循環(huán)時(shí)
伺服系統(tǒng)也可以在位置模式下運(yùn)行,允許電機(jī)將負(fù)載移動(dòng)到一個(gè)精確的位置,無論是相對(duì)于起始位置還是基于絕對(duì)位置。為了在伺服控制中實(shí)現(xiàn)位置模式,通常需要所有三個(gè)控制回路:扭矩、速度和位置。這是因?yàn)楸仨毐O(jiān)控電機(jī)的速度以確定其位置,并且必須監(jiān)控扭矩以確定電機(jī)需要多少電流才能達(dá)到指令位置,而不會(huì)出現(xiàn)下沖或過沖。位置控制回路使用PI或PID(比例-積分-微分)控制器。
